粉末冶金结构件和含油轴承量测的设备
1、在生产设备昂贵和原物料上涨趋势下,使得生产成本往上增加。
2、产品的同构型太高,造成同业间的价格竞争,也使得产品所获得的利润降低。
基于以上两个因素,促使产业界必需正视产品在生产过程中的量测的问题。但反观目前产业界,在生产过程中往往忽视量测的每一步骤,而造成不良率的增加。
为了让粉末冶金的生产厂家,在生产过程中,对生胚、烧结密度的测量皆能符合国际标准,提升自己产品的品质、降低不良率、节省生产成本、增加机器的运转效率,本公司特别针对各国标准规范和现场的需求,供应以下产品。
一、为何要量测【金属粉体流动度霍尔流速计】?
1、粉末流动度的量测方式和粉末于充填模穴之流动之特性相似,它影响生产速率和压
缩零件的均一性。
2、当内部颗粒摩擦增加时,其流动度将降低。
3、粉末的湿度和水分含量将影响流动度。
4、微细粉末、潮湿的粉末不可量测。
二、为何要量测【金属粉体外观密度】?
1、粉末外观密度又称为视密度,是将粉末填入已知体积后所得之密度。
2、外观密度的测定是相似于当零件制造时,粉末填充到固定容积的模穴中之粉末重量。此粉末的质量的认定程度是介于测量结果和每次个别应用变化之间。
3、粉末外观密度测试提供粉末物理特性评定的准则。
4、粉末外观密度高表示粉末颗粒间摩擦力小、流动性好。使得成形时粉末容易迅速流
入模具的模穴中,而使成形之生胚密度也较高。
5、可计算粉末之充填量、深度以及胚体尺寸之关系:
填粉的深度H1、生胚胚体之高度H2、ρg生胚密度、ρa粉末之视密度。
公式为:(H1/H2)=( ρg/ρa)
金属粉末外观密度和流动度测定参考表
特 性 粉末种类 | 外观密度 g/cm3 | 流动度 S/50g | 流动度平均 重复性rS | 流动度平均 再现性RS |
球状的青铜粉 | 5.04 | 12 | 0.1 | 0.8 |
铁粉﹟1 | 2.46 | 31 | 0.7 | 2.5 |
铁粉﹟2 | 3.03 | 26 | 1.0 | 2.1 |
铁粉含润滑油 | 3.18 | 26 | 1.3 | 2.2 |
青铜粉含润滑油 | 3.31 | 31 | 1.7 | 2.6 |
黄铜含润滑油 | 3.61 | 42 | 4.1 | 8.7 |
A:日本藏持株式会社
根据ASTM B213、JISZ 2502、GB/T 1482、ISO4490为标准。
漏斗角度:60°
漏斗小孔:φ2.5、5mm (金属粉末外观密度) φ2.63mm (金属粉体流动度)
B:北京金属粉末研究所XF-02
采用ISO 4490-1978 标准漏斗法(霍尔流速计)测定金属粉末的流动性
漏斗角度:60°
漏斗小孔:φ2.5± 0.08mm φ5± 0.08mm
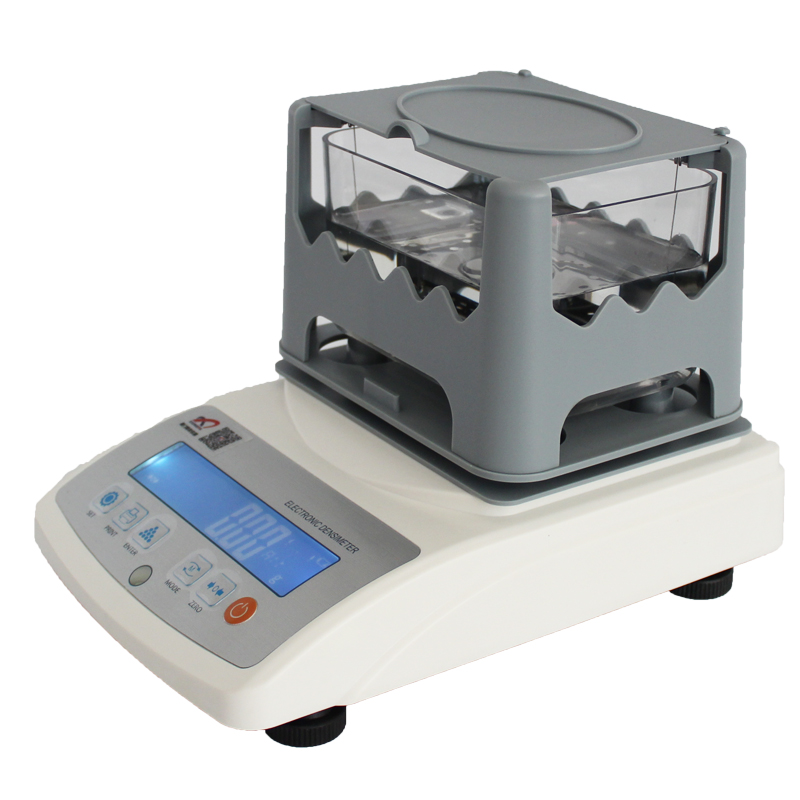
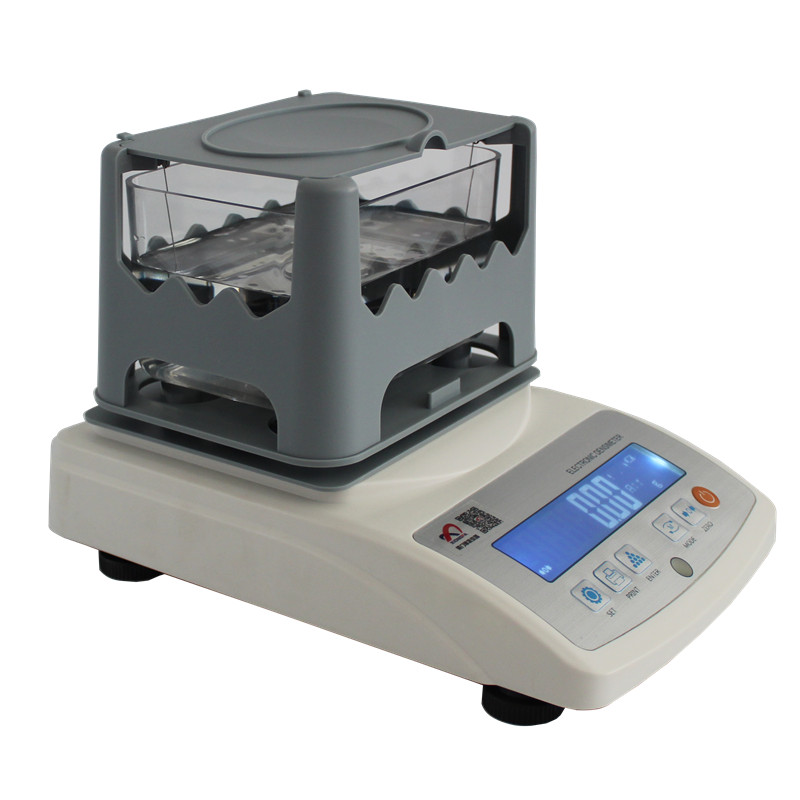
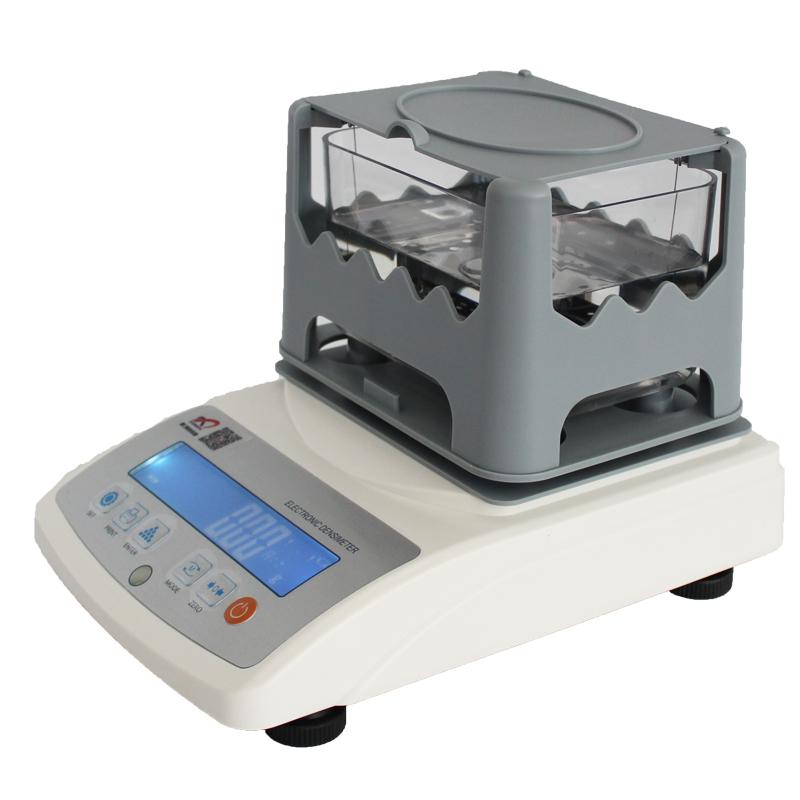
三、为何现场要使用快速比重计XF-120E/300E/600E?
1、对粉末冶金的结构性零件而言,生胚之尺寸及密度与烧结后之尺寸及密度两者差异不大,也就是收缩率很小。
2、混合之材料中有润滑剂及合金用的石墨粉等。使得成形胚体中与外部接触的孔隙或多或少被润滑剂和石墨粉所填满。造成成形胚体的吸水性比烧结后的的吸水性还小。
3、在试模和生产中的密度再确认,现场技术人员可借着快速量测生胚密度的值来调整粉末于模具内之填充量是否充足。减少停机时间增加机器的稼动率。
目的:为了缩短停机的时间,需要快速的完成密度测量。
原理:根据ASTM、JIS、GB/T、ISO标准。采用阿基米得原理浮力法,准确、直读读出比重值。
规格:称重范围:120/300g/600g/1200g/3000g
称重精度:0.001/0.01/0.01g
比重精度:0.001g/cm3
测试时间:5秒
具有RS-232C计算机接口,可轻易的连接PC和打印机。
采用大水槽一体成型设计(固体测试的最大尺寸D100×W70×H25mm),降低吊栏
线的浮力所造成的误差。
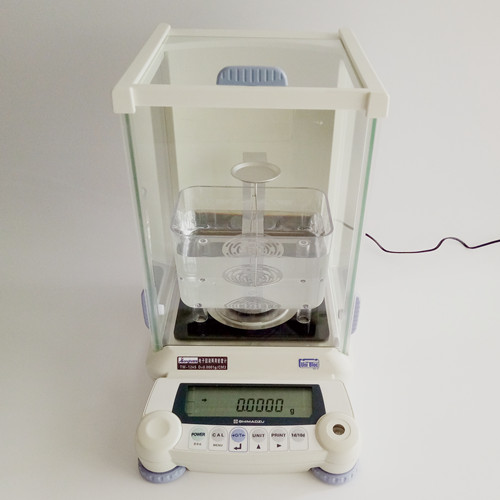
四、实验室专用体密度测试设备:
根据ASTM B311、B328、 MPIF 42、MPIF 57与JIS Z2501、Z2505、Z2506和GB/T 5163、5164、5165之标准检测方法所生产。
A、自动化真空抽取机
在防水处理的作业中,针对规范中的真空抽取油浸法,我们研发了一款全自动的真空抽取机
功能:
1、可依据不同的规范,设定不同的油浸温度、抽真空时间。
2、测量简单、快速,数据准确,可节省不少的人力成本与时间成本。
B、体密度天平XF-120P/ XF-300P/XF-600P
功能1:可直接读取粉末冶金产品的体密度与烧
结含油合金之有效孔隙率、湿密度、体积.
功能2:可直接读取含油率程序
规格:
型号 | XF-120p | XF–300P | XF-600P |
秤重范围 | 0.001g | 0.01g〜300g | 0.01~600g |
密度解析: | 0.001/0.0001g/cm3 | 0.001 g/cm3 | |
测量时间: | 约10秒 | ||
设定: | 温度补偿设定、溶液补偿设定、防水处理油的密度设定 | ||
标准接口: | RS-232 | ||
五、含油率、孔隙率、生胚密度、烧结后密度专用测试仪 XF-204S
1、含油率、孔隙率、生胚密度、烧结后密度的量测,完全符合ASTM国际标准。
2、可量测含油轴承之体密度、含油率、孔隙率。
3、d=0.0001g 200g D=0.0001g/cm3
4、针对更微小样品的含油率和孔隙率,配合厂商的需要,我们特别推出
0.1mg~120g与0.01mg~42g等高精度的测量仪器供客户选择。
5、免费提供演算软件。
六、针对粉末冶金下游的厂商,我们提供进料检验的比重天平,供其选购。
例如:电动工具、气动工具、缝纫机、运动器材、计算机风扇、一般风扇、汽机车零件、
手工具工业等。
原理:根据ASTM B311、B328;MPIF Standard 42、45;JIS Z2505、Z2506;GB/T 5163
采用阿基米得原理浮力法,准确直读量测数值。
功能:
1、比重配件符合国际标准设计模具成型,不会造成漏水现象。
2、具有RS-232C计算机接口,可轻易的连接PC和打印机。
3、采用大水槽设计,降低吊栏线的浮力所造成的误差。
4、具5段的环境影响调整设定。
5、采用具腐蚀性液体,可选购防腐蚀水槽。
功能:
功能1:可直接显示湿密度、含油率、体比重
功能2:可直接读取结构件产品的密度
规格:
型号 | XF-120Q | XF–300Q | XF-600Q |
秤重范围 | 0.001g | 0.01g〜300g | 0.01~600g |
密度解析: | 0.001/0.0001g/cm3 | 0.001 g/cm3 | |
测量时间: | 约10秒 | ||
设定: | 温度补偿设定、溶液补偿设定、含油率之油的密度设定 | ||
标准接口: | RS-232 | ||
附注:
粉末冶金在国际规范中测量密度和有效孔隙率的含油率的防水处理的方法如下
规范: | 密度的防水处理的方法 | 有效孔隙率的含油作法 |
CNS、JIS | 将样品浸入容器内,在室温下抽取容器内之压力小于4Kpa,并保持30分钟后 ,回复到常压,然后取出样品,将其附着于表面油轻轻擦去。 | 将样品放入容器内,降低容器内部之压力小于4Kpa保持10分钟,将加热至80℃之油注入到容器内,完全浸满试料。继续保持在此减压下之状态达30分钟,然后回复常压。等油温回复到常温后,取出试料,将附着在试料上之油轻轻擦去。 备注:润滑油温度50℃时动粘度29.1±5.0。 |
GB/T | 将样品浸入到温度65±5℃的热油中,直到没有气泡出现,冷却到室温后,取出样品,将其附着于表面的油轻轻擦去。 | 将样品放入容器内,降低容器内部之压力小于4Kpa并且保持20分钟,将已加热至温度90±5℃之油,并注入到容器内完全浸满样品。继续保持在此减压下之状态达30分钟,然后回复到常压。当油温回复到常温时取出样品,将附着在样品上的油轻轻擦去。 |
ASTM、MPIF 方法有两种: | l 简易含浸法: 将样品浸入在温度82±5℃的润滑油中4个小时,然后冷却到室温后,取出样品,将其附着于表面油轻轻擦去。 l 真空含浸法: 在室温下,样品含浸于润滑油中,并降低容器的压力小于7Kpa达30分钟;然后将容器加压到大气压力,且样品继续泡浸在润滑油中10分钟,然后冷却到室温后,将其附着于表面的油轻轻擦去。 备注:润滑油温度38℃,动粘度为20到65cSt | |