粉末的视密度:
计算成形时粉末在模穴中应充填的高度。
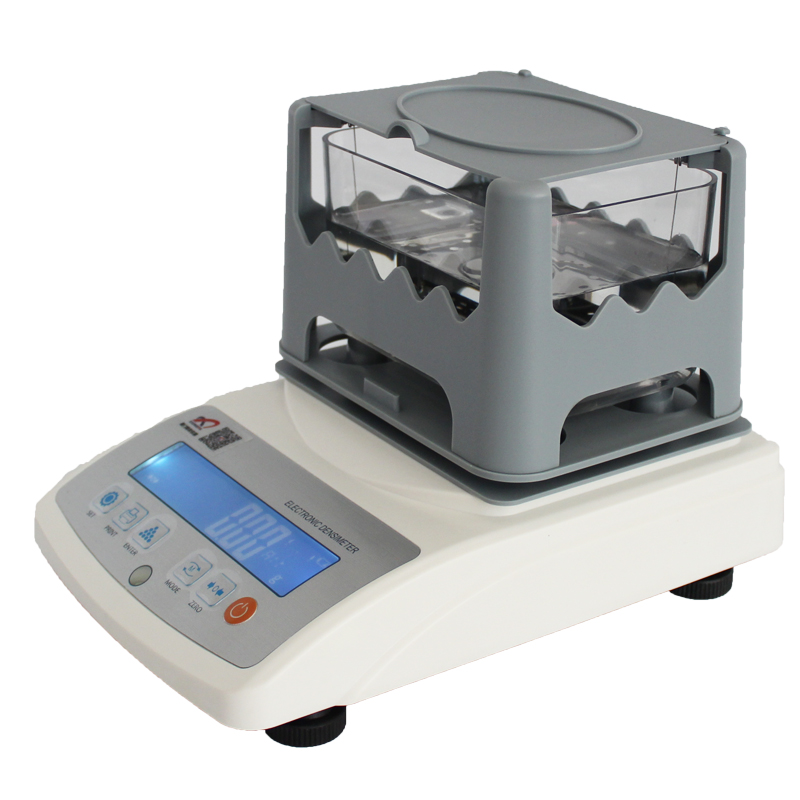
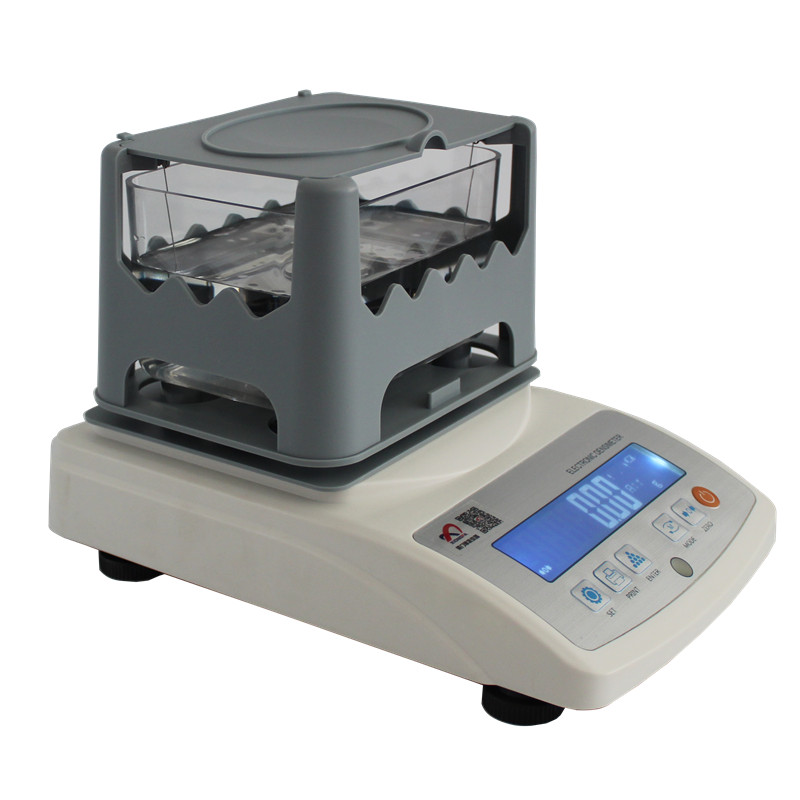
1、粉末外观密度又称为视密度,是将粉末填入已知体积后所得之密度。
2、其测定是相似于当零件制造时,粉末填充到固定容积的模穴中之粉末重量。
3、 粉末外观密度测试提供粉末物理特性评定的准则。
4、 粉末外观密度高表示粉末颗粒间摩擦力小、流动性佳。使得成形时粉末容易迅速流入模具的模穴中,而使成形之生胚密度也较高。
5、当粉末太细,粉末间摩擦力太大,无法通过2.54mm之孔径时,可改用Carney Funnel(卡尼漏斗),其孔径为5.08mm。MPIF-28
6、为了类似工业界所使用成形机上填粉盒实际充填时之动作,在MPIF-48说明中有Arnold Apparent density meter(亚诺计)设备。此视密度值高于Hall之视密度值。
生胚密度ρg和外观密度ρa与生胚厚度t mm之关系:
生胚密度ρg×生胚厚度t mm=外观密度ρa×机械的调整冲子上端与模面的高度。一般产业界都以2倍处理为多。
C、敲击密度:
1、 在粉末冶金制程中,将粉末振实以提高密度。尤其在冷、热均压时,都希望粉末的敲击密度越高越好。
2、 因为生胚密度愈接近成品之理论密度则烧结温度可降低,烧结时间可减少且烧结时的收缩率较小、尺寸较稳定。
3、 由于粉末粒度太小无法使用于Hall流动计时,皆以此量测。
4、 工业界使用细粉如MIM和喷雾造粒常以敲击密度作为粉末规格代替视密度及粒度。